
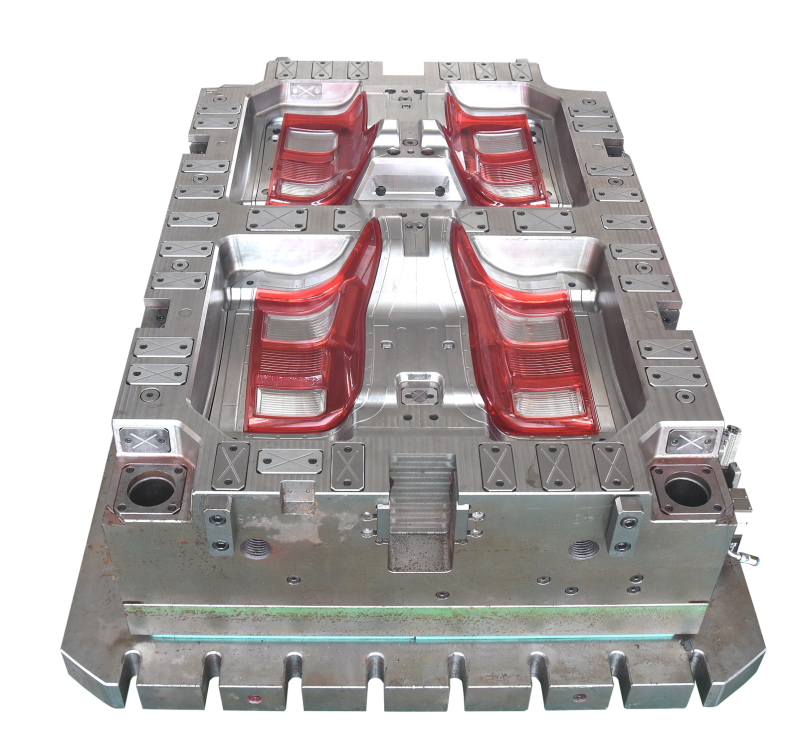
Der Lkw-Ersatzteilmarkt erlebt einen starken Wandel hin zu maßgeschneiderten Beleuchtungslösungen, wobei sich zweifarbige Rückleuchten als Top-Trend herauskristallisieren. Im Gegensatz zu herkömmlichen einfarbigen Linsen oder geklebten Baugruppen verschmilzt das zweifarbige Spritzgießen rote und transparente Bereiche zu einer nahtlosen Einheit. Diese Technologie macht Klebstoffe überflüssig, reduziert Teileausfälle und ermöglicht komplexe Geometrien.—Entscheidend für moderne Lkw-Designs, die sowohl ästhetisch ansprechend als auch strukturell robust sein müssen. Große Einzelhändler wie RealTruck nutzen mittlerweile 3D-Konfiguratoren, um diese fortschrittlichen Linsen zu präsentieren, was dem steigenden Interesse der Verbraucher an integrierten Beleuchtungssystemen Rechnung trägt.
Kerntechnologie: So funktioniert das Zweifarbenformen
1. Präzisions-Rotationsmechanik
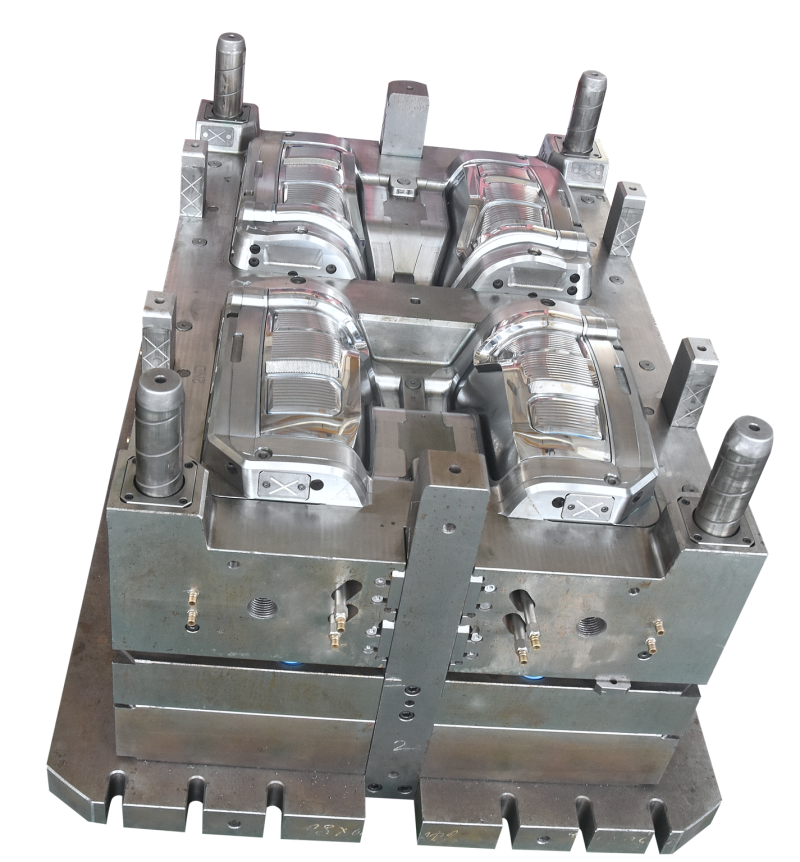
Moderne Zweifarbformen, wie das System in CN212826485U, verfügen über eine motorbetriebene Rotation für makellose Farbübergänge. Zuerst wird eine Basisschicht (z. B. rotes PMMA) eingespritzt. Anschließend dreht sich die Form um 180° Über einen Servomotor und ein Führungsschienensystem wird das Teil für den zweiten Schuss ausgerichtet (normalerweise transparenter PC). Dadurch werden Trennlinien an kritischen optischen Oberflächen vermieden, ein entscheidender Vorteil gegenüber geklebten oder umspritzten Alternativen.
2. Beseitigung kosmetischer Mängel
Herkömmliche Formen hinterlassen oft sichtbare Auswerferstiftspuren oder Farbaustrittslinien. Innovationen wie abgewinkelte Nähte (15°–25°) und versetzte Auswerferstifte—jetzt unter nicht-optischen Oberflächen positioniert—sorgen für ein makelloses Finish. Wie das Patent CN109747107A zeigt, verhindert dieses subtile Neudesign Lichtbrechungsartefakte, was für die Klarheit in OEM-Qualität entscheidend ist.
3. Virtuelles Prototyping mit Moldflow
Thermoplastische Überlappungssimulationen in Moldflow prognostizieren die Materialflussdynamik und potenzielle Defekte vor dem Stahlschneiden. Ingenieure analysieren:
- Schubspannungen an Materialgrenzflächen
- Kühlungsbedingter Verzug
- Einspritzdruckdifferenzen
Diese virtuelle Validierung verkürzt die Testzyklen um 40 % und verhindert kostspielige Nacharbeiten der Form.













